ISO-11135 Per Sterilizzazione con ETO
Cos'è l'ISO 11135?
ISO 11135:2014 specifica i requisiti per lo sviluppo, convalida, e controllo di routine di un ossido di etilene (EO) processo di sterilizzazione dei dispositivi medici. Questo standard si applica sia agli ambienti industriali che alle strutture sanitarie, riconoscendo l’equilibrio critico tra efficienza del processo e sicurezza del paziente.
Attuazione del processo di sterilizzazione
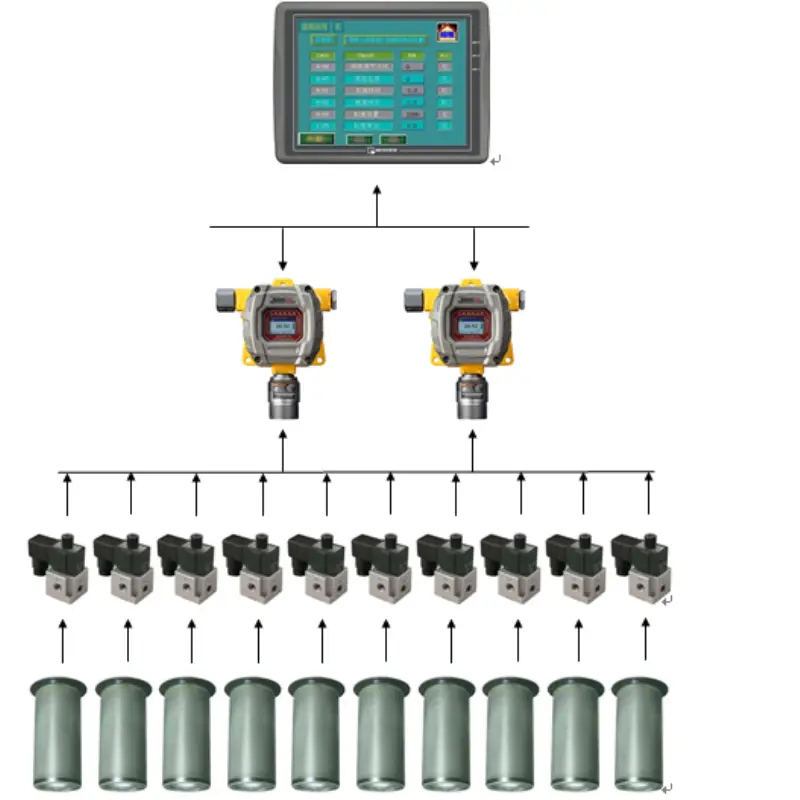
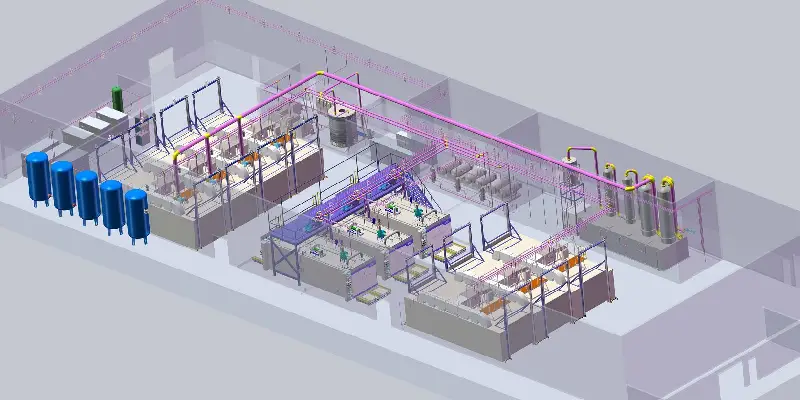
Il processo di sterilizzazione viene eseguito con alta precisione Sterilizzatori ETO installato all'interno di una fabbrica o di una stazione di sterilizzazione dedicata. Per garantire la massima sicurezza, il sistema di controllo è tipicamente installato in una stanza separata, gestire da remoto il processo in base a parametri predefiniti e rigorosi requisiti di sicurezza.
Requisiti del gas & Sicurezza
L'agente di sterilizzazione utilizzato è tipicamente Ossido di etilene puro (EO) miscelato con azoto o anidride carbonica. Al BOCON, suggeriamo una percentuale di gas EO non inferiore a 30% per mantenere l’efficacia della sterilizzazione; Altrimenti, la struttura della camera deve essere notevolmente rafforzata.
- Altamente tossico: Richiede un rigoroso monitoraggio atmosferico.
- Infiammabile: Potenzialmente esplosivo da 2.6% volume nell'aria.
- Gestione del rischio: Gestione, magazzinaggio, e l'utilizzo deve essere gestito con estrema cura e apparecchiature conformi.
Fasi del processo di sterilizzazione con ETO
Secondo l'ISO 11135, il ciclo di sterilizzazione con ossido di etilene è suddiviso in tre fasi critiche:
Convalida della sterilizzazione con ossido di etilene (ISO 11135)
La convalida del processo è un requisito obbligatorio per dimostrare che il processo produce costantemente prodotti sterili. È composto da 3 fasi primarie:
- QI (Qualificazione dell'installazione): Verifica che l'apparecchiatura sia installata correttamente.
- OQ (Qualificazione operativa): Verifica che l'apparecchiatura funzioni entro limiti definiti.
- PQ (Qualificazione delle prestazioni): Composto da MPQ (Microbiologico) E PPQ (Fisico) per dimostrare che il processo funziona per il carico di prodotto specifico.